Skip to content
Skip to content Introduction
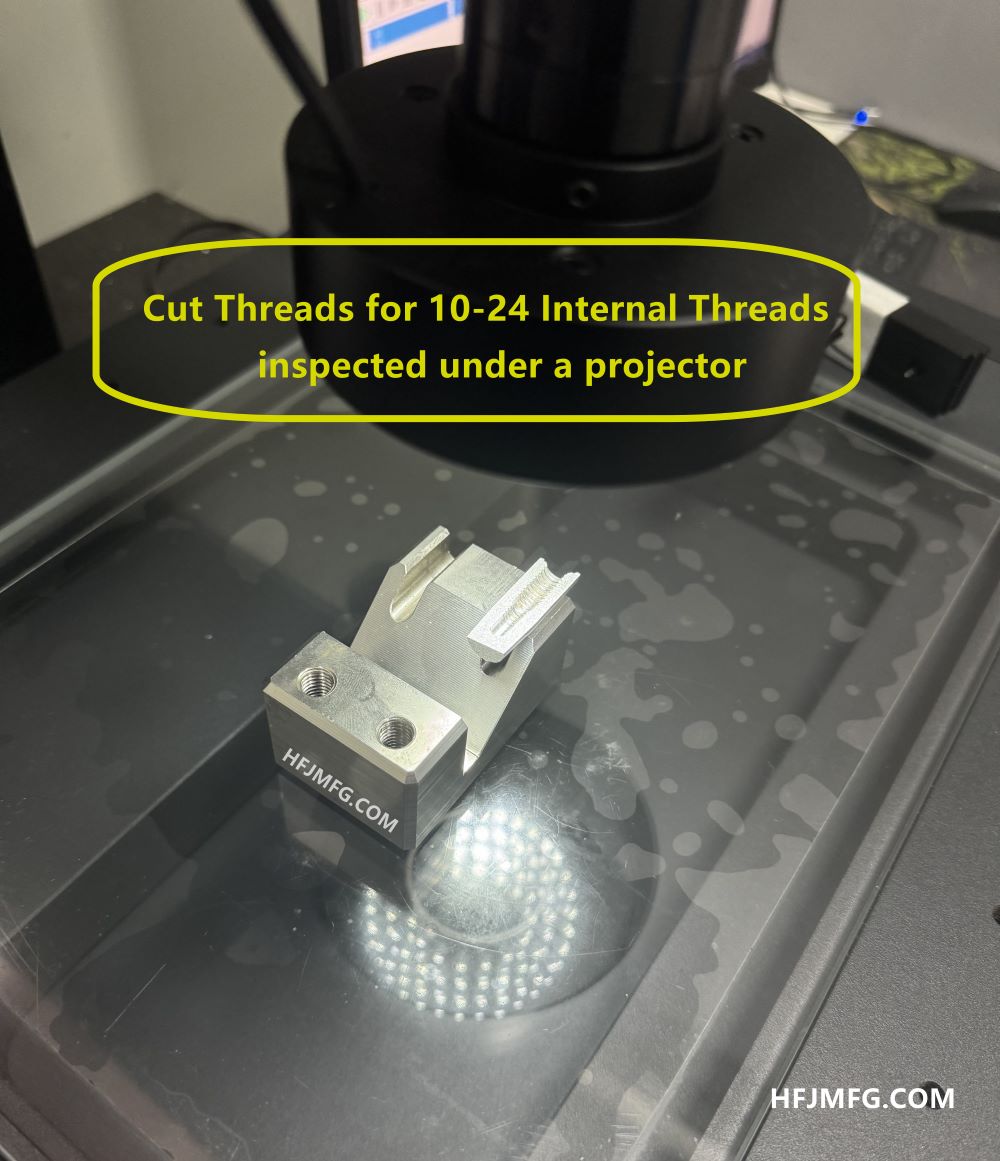
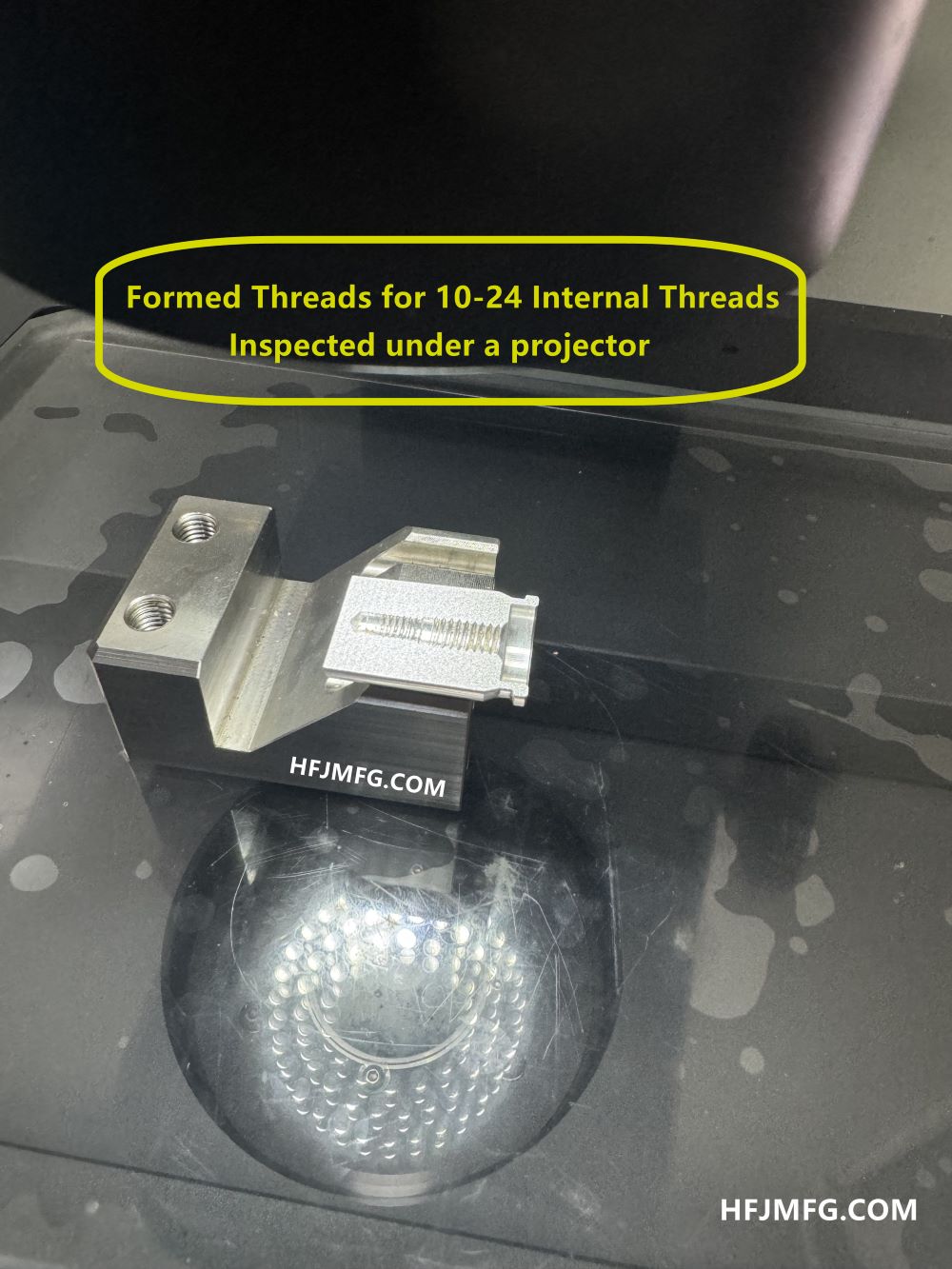
In precision CNC machining, choosing the right threading method can significantly impact product performance, assembly experience, and long-term durability. For a recent internal 10-24 UNC threading project, we evaluated two common processes: thread cutting and thread forming (roll forming). To better understand the differences, we sectioned both threaded holes and inspected them under a projector for micro-structure comparison.
Thread Cutting (Cut Tapping)
Process
Material is removed to create thread profile.
Advantages
- Excellent for hard or brittle materials
- Lower torque during machining
- Clean and sharp thread profile
- Chips provide visible cutting feedback
Considerations
- Thread path can be slightly weaker due to material removal
- Requires chip evacuation
- Potential for burrs at entry/exit
Best for: general-purpose machining, wide material range, sharp thread profile needs
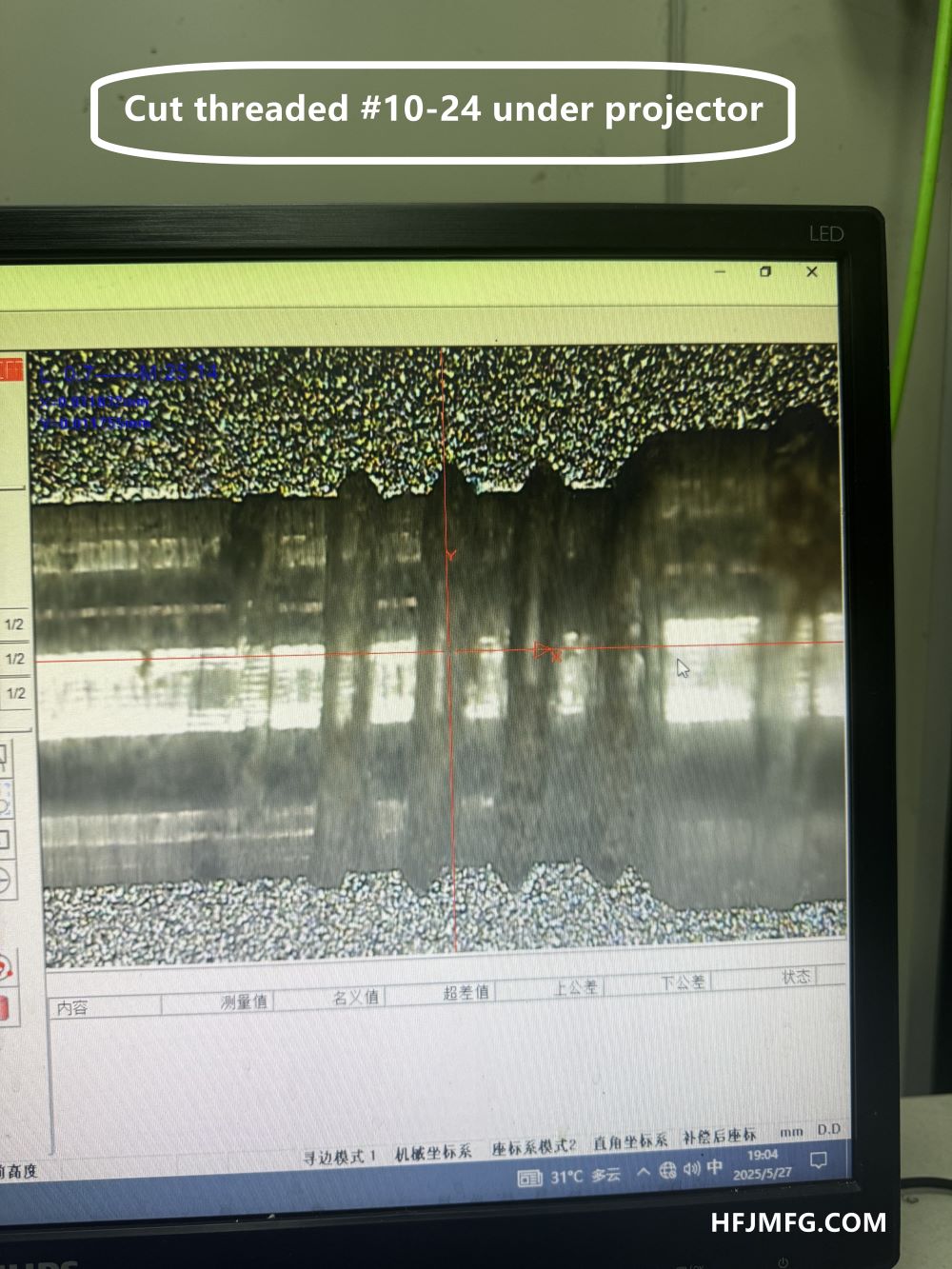
Observation in our test:
Cut threads created a sharper crest profile and smooth initial engagement, allowing screws to align and enter easily.
Thread Forming (Roll Forming / Extrusion)
Process
Threads are created by displacing and compressing material — not cutting it.
Advantages
- No chips — cleaner machining
- Stronger thread structure (work-hardening effect)
- Excellent for softer metals (e.g. aluminum, brass)
- Better fatigue resistance
Considerations
- Requires precise hole dimension control
- Higher tapping torque
- Threads are more rounded by design
Best for: high-strength thread applications, chip-free environments, softer materials
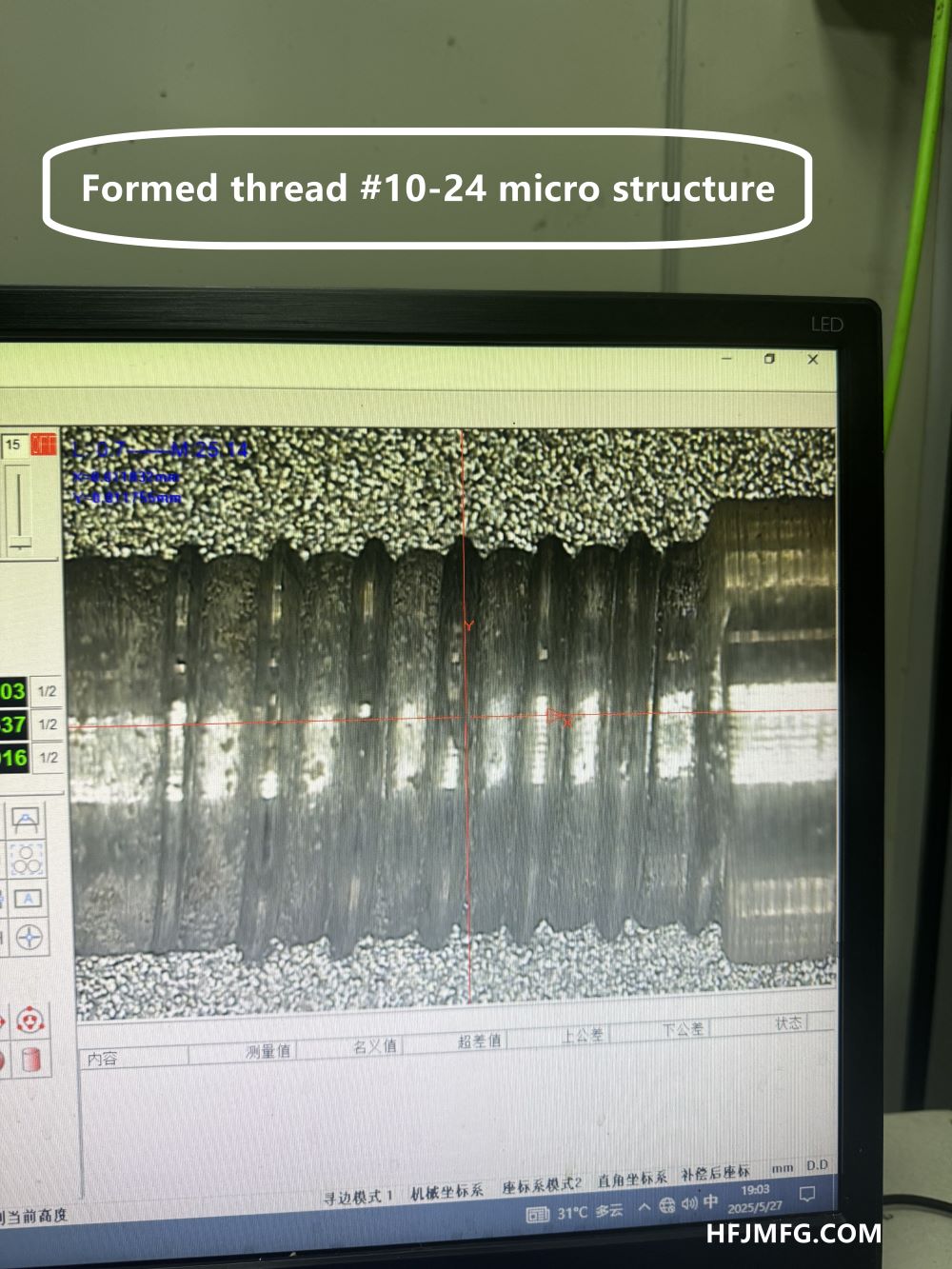
Observation in our test:
Formed threads showed rounded crests due to material flow. During assembly, screw entry required a slightly more careful alignment at the first thread engagement, which is normal in some forming cases and can be optimized further.
Visual Comparison
| Feature | Cut Thread | Formed Thread |
| Thread Shape | Sharp | Rounded |
| Strength | Good | Excellent |
| Chips | Yes | None |
| Torque Needed | Lower | Higher |
| Best For | Wide materials | Ductile materials, high strength |
📷 Projector Inspection Images